












紙引未來網(wǎng)訊 在印刷過程中,經(jīng)常會(huì)遇到彎翹的紙板,此時(shí),應(yīng)及時(shí)將其挑出來放一邊,待到平整的紙板生產(chǎn)完后,降低車速,再慢慢印刷。若過于彎翹的,以五張為一疊,一正一反堆疊整齊,在其上面壓一重物;如果還有下一單,待壓平整后可留作下次生產(chǎn)。

理想堆疊的高度

另外,堆加的紙板高度最好不要高出兩端擋板之上;堆疊過高將會(huì)導(dǎo)致送紙不穩(wěn)定,影響送紙精度。要保證每批訂單都能保質(zhì)保量完成,需注重生產(chǎn)過程中的幾種壓力控制。
理想堆疊的高度
1、瓦楞紙板和印版的接觸壓力(俗稱印刷壓力)
由于瓦楞紙板結(jié)構(gòu)的特殊性,印刷壓力在調(diào)整時(shí)不能過大。因?yàn)檫^大的壓力將導(dǎo)致瓦楞紙板的抗壓強(qiáng)度降低,以紙板能輕輕接觸印版為宜。
實(shí)際的生產(chǎn)作業(yè)中,往往會(huì)因機(jī)臺(tái)速度的快慢變化、瓦楞紙板的彎翹、水墨的特性變化等等因素導(dǎo)致印刷圖文會(huì)發(fā)生一些變化(如糊版、塞網(wǎng)、露白等等),因此在生產(chǎn)過程中,要時(shí)刻抽檢,控制好壓力,確保印刷品質(zhì)。
2、印版與網(wǎng)紋輥的接觸壓力(俗稱著墨壓力)
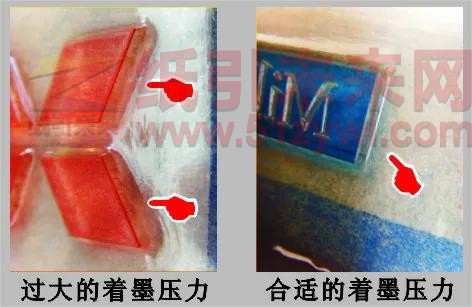
瓦楞紙箱柔性版印刷中,著墨壓力的大小控制也是印刷中一個(gè)重要要素。一般從印刷出來的印品圖文外觀就可以觀察到著墨壓力控制的情況。
如果印品圖文邊沿有溢出墨或者說是有重邊現(xiàn)象,這就說明此時(shí)的著墨壓力偏大,可適當(dāng)調(diào)小一點(diǎn);若印刷圖文有漏白現(xiàn)象,則說明墨壓小了一點(diǎn),此時(shí)需將墨壓適當(dāng)調(diào)大一點(diǎn)。
過大的著墨壓力和合適的著墨壓力效果如下圖所示。
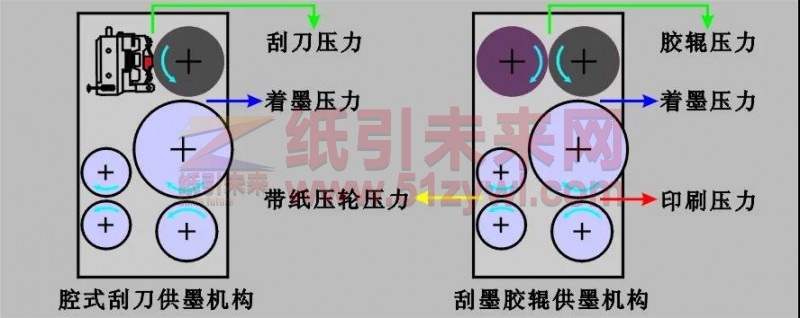
3、膠輥(或刮刀)和網(wǎng)紋輥的接觸壓力
在為印刷單元上墨的時(shí)候,需先調(diào)整好膠輥(或刮刀)和網(wǎng)紋輥間隙壓力。
一般膠輥和網(wǎng)紋輥的上墨壓力調(diào)整是-2.5 mm~-3.0mm;刮刀和網(wǎng)紋輥的壓力間隙調(diào)整,一般新刮刀是0.3PSi,舊刮刀可調(diào)整到0.5PSi(機(jī)臺(tái)控制面板刮刀氣壓表上有數(shù)據(jù)顯示)。由于膠輥或刮刀會(huì)隨著機(jī)臺(tái)運(yùn)轉(zhuǎn)的時(shí)間增長會(huì)磨損,此數(shù)據(jù)不是絕對(duì)的,因此應(yīng)根據(jù)實(shí)際情況及時(shí)調(diào)整兩者壓力。
另外,生產(chǎn)結(jié)束后,清洗完設(shè)備必須將膠輥(或刮刀)的壓力完全松開,避免長時(shí)間停機(jī)后兩者之間的擠壓變形影響日后的傳墨均勻性。
4、帶紙壓輪的壓力
有些印刷機(jī)機(jī)型,瓦楞紙板的傳送主要靠各個(gè)單元的帶紙壓輪來傳送,因此帶紙壓輪的壓力直接關(guān)系著送紙、印刷、開槽、模切等位置是否精準(zhǔn)。
調(diào)整帶紙壓輪的間隙應(yīng)該是循序漸重的過程,也就是說后面單元的帶紙壓輪應(yīng)比前面單元的帶紙壓輪間隙壓力要稍重,一般此間隙壓力比瓦楞紙板實(shí)際厚度要低1-2mm。


 行情
行情
 訂單
訂單
 廣告
廣告
 我要
我要
 簽到
簽到

 關(guān)注
關(guān)注
 客服
客服 TOP
TOP


 粵公網(wǎng)安備 44011202002240號(hào)
粵公網(wǎng)安備 44011202002240號(hào)